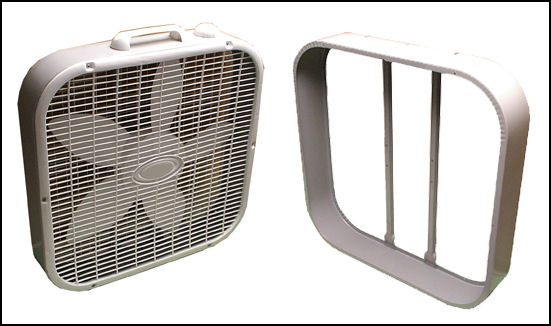
Box Fan Fabrication & Assembly System
American Sheet Metal Equipment is more than rollform equipment and applications. We are one of a few equipment manufacturing companies that can design and manufacture complete turnkey fabrication Systems. We are not a component integrator that ties various Systems and components together from a variety of manufacturers. Everything you see in the video was designed and made by a single source manufacturer (American Sheet Metal Equipment). All the programmed Electrical, Hydraulic and Pneumatic Systems were designed and integrated by American Sheet Metal Equipment. This insures you get years of service from a single source supplier.
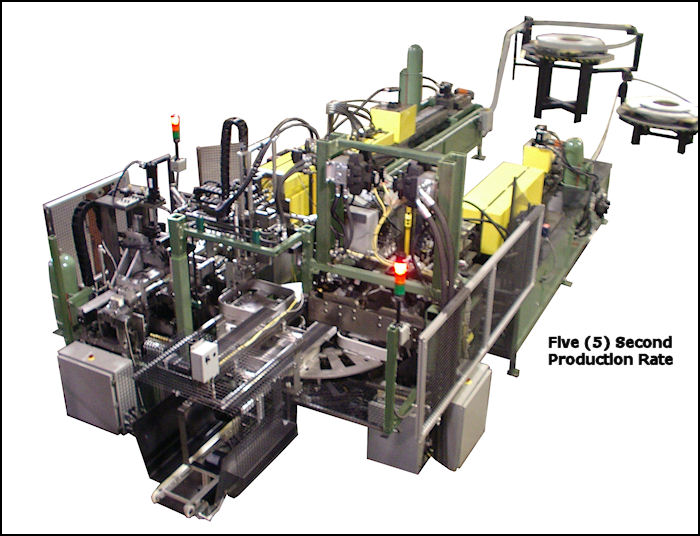
The coil feed notching, punching, rollforming and tangent form applications is integrated into a complete Automation System. This System consists of two Rollform Systems to simultaneously manufacture the two fan components required for this Box Fan Application. As the parts are fabricated, they are fed directly into a series of forming and assembly operations to toggle lock the housing together, insert the Motor Mount Struts, then clinch lock the Struts into the Fan Housing.
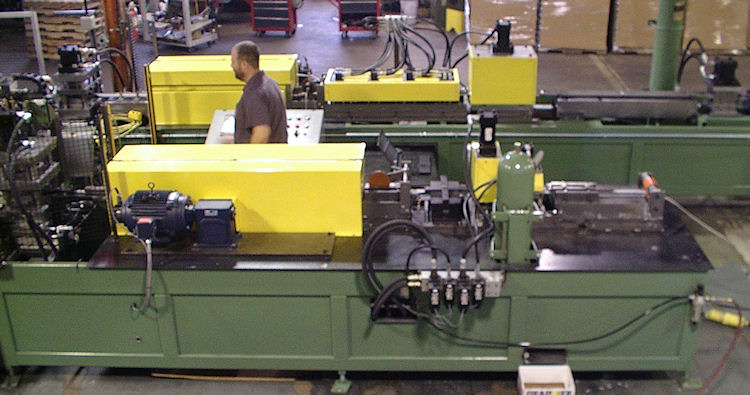
The System starts with two special designed uncoilers to handle 72” diameter coils. The uncoilers feed and payoff the coil strips directly from the horizontal skidded coil stack. This is to minimize extensive down time for coil change overs. The pre slit coil strip is pre painted 22 gauge mild steel. The coil strips are then fed into the two side by side Rollform Systems. They are designed to pre-punch and notch the strip, rollform the Fan Housing and Motor Strut profiles, then cut and endform the parts.

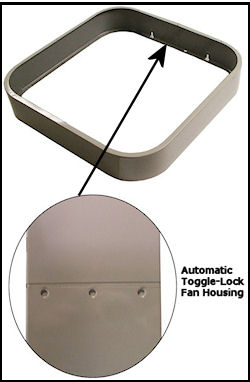 |
The System is designed to manufacture 12 complete Fans per minute on a five second production cycle. The corresponding Motor Strut has to produce 24 parts per minute on a 2 ½ second cycle. After the strip for the Housing is rollformed & cut to length it is fed directly into an automatic four stage tangent forming unit to form it into a full wrapper four sided Housing with 4” radius corners. The hydraulic Tangent Forming Unit shuttles the part laterally through the four tangent forming heads & positions it to clinch lock & load onto the four station assembly turn table. In the last stage of the tangent former, the ends of the parts are clinch locked together in three places. To meet the production rate, the Clinch Lock Press is incorporated into the Pick & Place Part Shuttle that transfers the Fan Housing onto the four station Assembly Unit. |
| After the completed Housings are positioned on the rotating Index Turn Table they are cycled to the next station that installs the Motor Mount Struts. The Motor Mount Struts are pre-notched, punched, rollformed, & cut off, feeding them directly into a Pick & Place Transfer. The lead & trail ends of the Struts are swedged & formed as they are cut to length. The first Pick & Place transfers the Motor Struts from the Cut Off Press directly onto a Feed Transfer Conveyor every 2½ seconds. The Transfer Conveyor indexes the Struts under a special two part pick & place feed, designed to feed and position two Motor Struts into the Fan Housings. The two part transfer must rotate the Motor Struts approximately 35° to clear the top Fan Housing flange, then position them onto the Fan Housing & into the fixture. |  |
Once the Motor Struts are positioned onto the jig fixture, the Fan Assembly is indexed into the Fan Strut Clinch Locking Unit. The special Clinch Lock Presses are designed to join and clinch lock both ends of the Struts to the Fan Housing. Each Motor Strut was clinch locked in four places, two per end, for a total of eight clinch locks every feed index cycle.
After the Fan Housings are completed, they are transferred onto an Exit Conveyor designed to flip the part & feed it onto the customers Conveyor System. The parts are then fed directly to the assembly line & packaged on a just in time production schedule.
It is good to see manufacturers willing to automate their products & bring a lot of their overseas production back to America. Originally this product required approximately 15 – 20 individual steps to manually produce & assemble the Fan Housings. Parts were spot welded together and needed to be painted before they could be assembled.
The clinch lock application allows parts to be fabricated from pre-painted coil strip and sent directly to final assembly.
American Sheet Metal Equipment is your one stop supplier for all your sheet metal applications. Everything is designed, engineered, plumbed and programmed by American Sheet Metal Equipment to ensure years of service from a single source manufacturer. Call American Sheet Metal Equipment and let us design a system for you.